How manufacturers are utilising the Internet of things
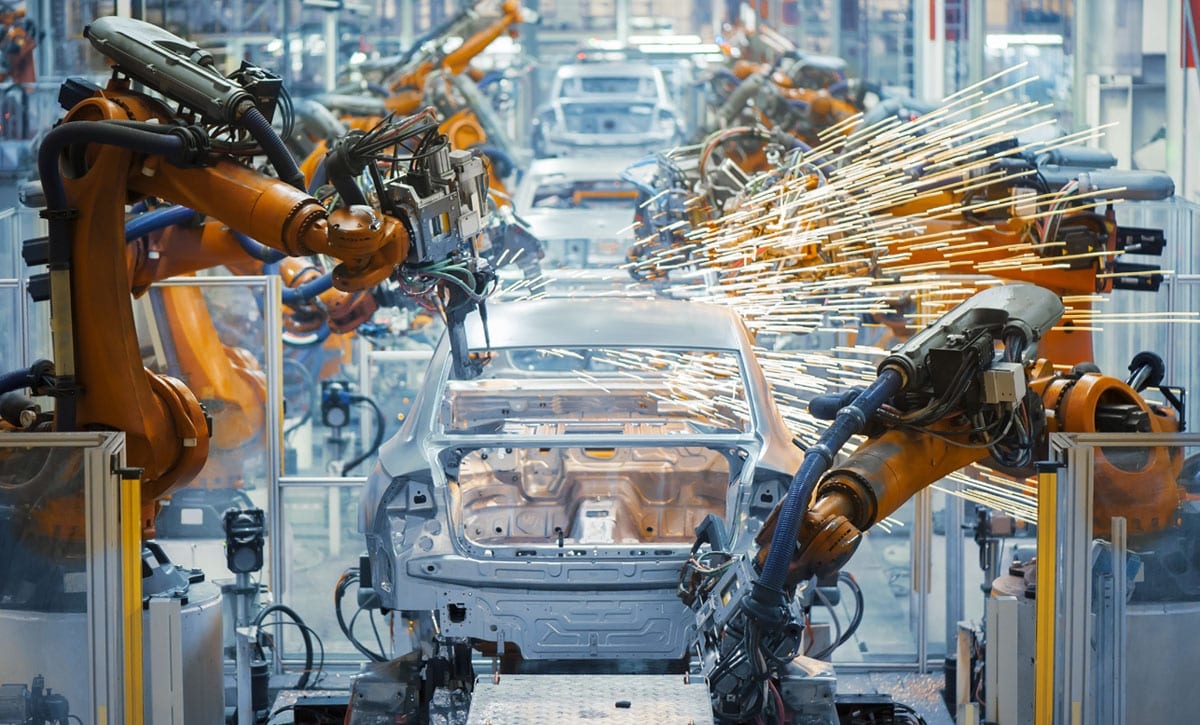

To connect the physical with the digital world, manufacturers are developing smarter, better-connected machines that use big data, machine-to-machine communication and machine-learning technology to optimise productivity. IoT can transform the way industries work, from creating self-healing machines to managing supply chains. The combination of interconnectivity and automation reduces human labour and provides faster time to market. We expect to see a continued increase in IoT devices being implemented, with investment from manufacturing, logistics and transportation sectors expected to rise to $40bn this year.
Digital twins are one example of the application of IoT. Digital twinning uses data from sensors on a physical asset to analyse its real-time status, condition and efficiency in a virtual environment. The data collected can predict issues before they occur and raise maintenance alerts, helping to prevent downtime. Due to its virtual nature, a digital twin can undergo limitless repetitions and scenarios, with simulated data of ‘real world’ conditions produced to train the AI model. Not only can you virtually plan and test new features without shouldering the huge costs of production, but you can also ensure that what you are producing is future-ready by running infinite test scenarios.
Adding machine learning to your industrial processes will make them more intelligent, as they benefit from more accurate data and predictions gleaned by understanding visual and unstructured data. You don’t only open up possibilities to discover previously unseen patterns in your data, but also create a single learning-system that can manage complex data.
By using fewer physical prototypes tested against various scenarios, you can create better products that go-to-market faster. This not only makes the full life cycle of a product more efficient and cost effective for large enterprises, but also reduces the barriers to entry for smaller companies.
American conglomerate General Electric relies on digital twinning to build and maintain its wind farms. Virtual models allow engineers to monitor and control the turbines, identifying problems before they occur. An energy forecasting application in the virtual plant integrates with the twins and predicts the power outputs.
Oil and gas giant BP has developed digital twins that are model representations of physical projects such as new oil fields. Digital twinning helps BP’s engineers to visualise their projects and virtually simulate actions before executing on physical assets. At BP’s gas collection facility in Alaska, for example, a digital twin visualises thousands of pipes and connections to plan maintenance, identify equipment for decommissioning and perform planning for equipment installation. “Once our engineers trust the digital representation of the physical asset, the digital twin can be used to plan and manage the asset to ensure that it runs as efficiently as possible,” says Ahmed Hashmi, Senior VP Digital at BP.
In supply chain management, IoT devices can track and trace inventory on a global scale, providing information on the undergoing work, equipment collection, and the delivery date of required materials. IoT devices eliminate the need for manual documentation with the introduction of Enterprise Resource Programs (ERP). They also enable cross-channel visibility into managerial departments, mitigating the risk of surplus expenditure due to mismanagement or a lack of data analysis.
The operational applications of IoT are abundant, and they equally feed into your customer-facing operations. Automated software can reveal unexpected relationships between data points in a fraction of the time it takes a human team to create a data model and pull together a deep dive on linked data. The gathered insights could, for example, reveal an unexpected relationship between the size of a client’s order and whether it includes a particular product, implying that the product in question could be promoted more readily in client comms to gain larger future orders. These valuable efficiencies are the links that typically go unnoticed when departments look to improve their own operations, as they break down data silos and span the breadth of the business.
All together, making use of the business’s Internet of Things ecosystem results in autonomy, interactivity and better informed decision making. Many businesses will already own connected devices, the challenge is to ensure that connections are made and their use is maximised.
More Insights?
View all Insights

Questions?
VP of Marketing, EMEA